
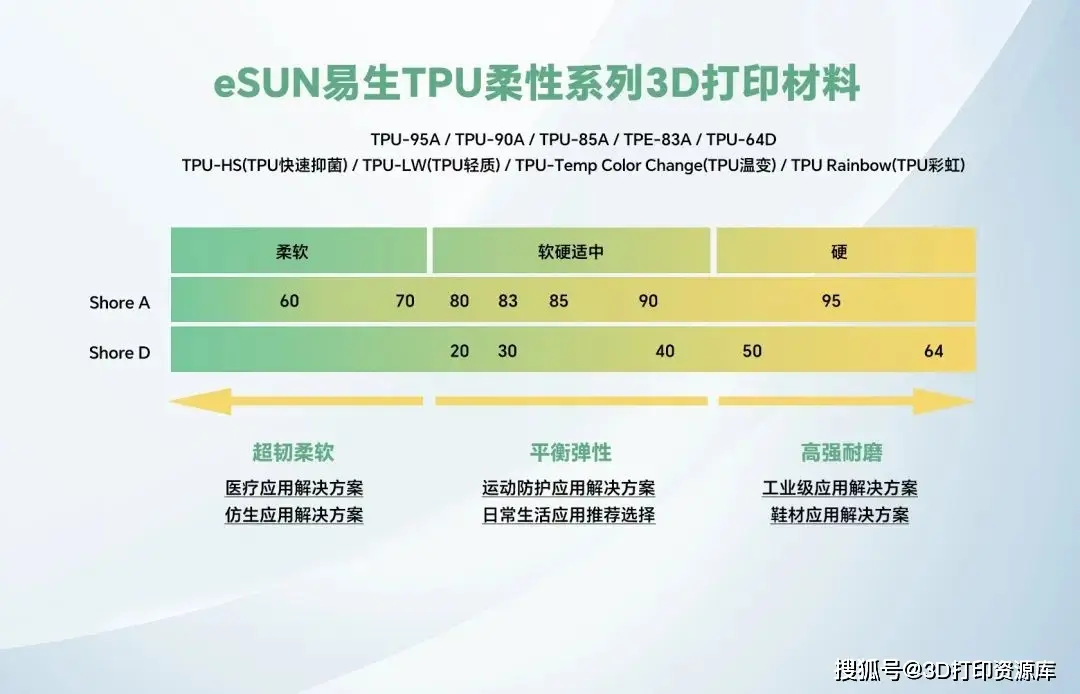
根据肖氏A硬度等级的不同,TPU主要可划分为以下几类:
低硬度TPU(60A–84A)
材料柔软富有弹性,质感接近硅胶或橡胶,适合打印对舒适性或高柔韧性有要求的部件,例如穿戴式设备的贴肤部分、缓冲垫层及减震结构等。
中硬度TPU(85A–89A)
在柔性与机械强度之间取得良好平衡,是最为通用的TPU等级,广泛应用于各类功能性组件,如密封件、柔性连接件及通用消费电子外壳等。
高硬度TPU(90A–95A)
触感接近硬质塑料,同时保留一定柔韧性,适用于对刚性和结构强度有较高要求的部件,例如支撑结构、卡扣连接件等。
据了解,目前市面上主流3D打印材料厂商提供的TPU产品,主要集中在85A、90A和95A这几个常用硬度等级。但如果用户有更细分性能需求,可选的TPU种类就相对有限。

值得一提的是,eSUN易生在TPU材料领域布局较早,目前已建立起业内较为完整的产品线。不仅涵盖常规硬度范围,还在材料配方中引入了抗菌、温变、轻质等多种功能性设计。
换句话说,当多数厂商仍将材料视作单一原料时,易生已从应用场景出发,反向驱动材料的研发与创新。
这里有一个典型的应用案例:3D打印鞋垫。
iSUN3D(中科三维)是国内较早开展3D打印个性化矫形鞋垫的企业,月产量已达3000双,并牵头制定了《3D打印制备矫形鞋垫》行业标准,其产品系统也被工信部评为增材制造典型应用。
iSUN3D所使用的抗菌TPU正是来自eSUN易生。这些材料不仅用于打印预制和定制鞋垫,也广泛应用于拖鞋、鞋面、颈椎枕、床垫、坐垫、防护套、手提包等多种柔性产品的3D打印。
从实际应用场景出发,反向驱动材料研发,这并不是每一家材料企业都具备的能力。
作为成立于2002年的3D打印耗材领军企业,eSUN易生正是始终以市场应用为导向进行产品设计与迭代,通过这一思路支撑其走过了二十余年的稳健发展。而作为其材料体系中的重要组成部分,TPU产品也正被越来越多的应用场景所认可与采用。
今天,我们就一起来深入了解一下eSUN易生都推出了哪些TPU材料,看看它们各自具备哪些性能特点,以及在实际应用中的场景。
eSUN目前推出的TPU系列材料包括:
TPU-64D(高硬度)
TPU-95A / TPU-90A / TPU-85A / TPE-83A(中高硬度)
TPU-LW(轻质发泡型)
抑菌TPU/温变TPU
1. TPU-95A:高硬度,强支撑

特点:高韧性、抗撕裂、易打印
适用场景:
运动用品:鞋垫、运动护具
工业零件:感应线护套、防震垫、密封件
医疗设备:定制矫形支架
通过EN71-3认证,安全无毒,可用于儿童玩具打印。
2. TPU-90A:耐磨缓冲,强韧平衡

特点:弹性与结构兼备,耐久性强
适用场景:
消费类:运动鞋底、儿童玩具车轮
医疗防护:康复护具、防撞配件
工业零部件:防滑垫、柔性夹具
适合长期受力与反复弯曲场景,缓震性能优异。
3. TPU-85A:柔软减震,弹性优良

特点:柔韧性强,减震性突出
适用场景:
工业:减震衬套、软管、密封圈
医疗:导管、呼吸面罩
消费品:手机壳、手表带、护腕护膝
平衡舒适触感与结构柔性,适合日常佩戴类产品。
4. TPE-83A:极柔触感,亲肤舒适

特点:低摩擦、细腻手感、柔软亲肤
适用场景:
医疗模拟:人体器官模型、导管
消费类产品:鞋垫、手表腕带、电子保护套
适用于需模拟皮肤质感的3D打印应用,如医疗模型。
5. TPU-64D:刚性强,抗冲击

特点:高硬度、高耐磨、抗冲击
适用场景:
工业:齿轮、轴承、结构支架
消费类:运动鞋底、健身器材、防护外壳
具备优异的耐磨性和结构强度,适用于高负载工况;用于头盔缓冲结构时,其吸能密度高于传统EPS材料5倍。
此外,eSUN易生还推出了多款具备特殊功能性的TPU材料。

例如,TPU-LW是一种可发泡的轻质柔性材料,可通过调节打印温度控制发泡程度,灵活调整模型的密度和软硬度。适合制作Cosplay道具、航模、轻质鞋材等轻量化与穿戴类应用。
抑菌TPU专为鞋垫等贴肤类应用设计,具备长期抗菌防臭能力,提升日常穿戴的卫生性能;

而温变TPU则可根据环境温度变化呈现不同颜色,兼具趣味性与功能性,适用于智能饰品、玩具等创意类产品的3D打印。这些功能型材料为TPU的个性化和高附加值应用提供了更多选择。

事实上,从行业媒体的视角来看,eSUN易生背后的公司——光华伟业,不仅是首家将聚乳酸(PLA)引入3D打印领域的行业先行者,也牵头起草了全球首个3D打印材料国际标准。如今,作为国内3D打印材料巨头,其年产能已接近1万吨,2024年营收高达5.4亿元。
最后,请记住,eSUN易生,这是材料赛道第一个吃螃蟹的人。
小贴士:
当大家在打印TPU材料时,建议重点关注以下细节:
由于TPU具有较高的柔性和一定的黏弹性,其在打印过程中对温度控制和设备配置的要求相对更高。一般建议喷嘴温度设定在220°C至240°C,热床温度保持在40°C至60°C。同时,还推荐使用直驱式挤出系统,以减少进料阻力。为增强首层附着力,可在平台上涂抹胶棒或使用3D打印喷雾。
此外,若打印速度过快,容易出现堵头、打滑或缺料等问题。因此建议采用较低的打印速度(如30–80mm/s),以提升打印稳定性和成功率。